



Technologie řezání diamantovým drátem je také známá jako technologie konsolidačního abrazivního řezání. Jedná se o metodu galvanického pokovování nebo lepení pryskyřicí, při které se diamantové abrazivo konsoliduje na povrchu ocelového drátu, přičemž diamantový drát přímo působí na povrch křemíkové tyče nebo křemíkového ingotu za účelem broušení a dosažení řezného efektu. Řezání diamantovým drátem se vyznačuje vysokou řeznou rychlostí, vysokou přesností řezání a nízkou ztrátou materiálu.
V současné době je trh s monokrystaly pro diamantové řezání křemíkových destiček plně akceptován, ale v procesu propagace se také setkáváme s problémem sametové bílé, mezi kterým je nejčastějším problémem sametová bílá. Vzhledem k tomu se tento článek zaměřuje na to, jak předcházet problému sametové bílé při řezání diamantovým drátem monokrystalických křemíkových destiček.
Proces čištění monokrystalického křemíkového plátku řezaného diamantovým drátem spočívá v odstranění křemíkového plátku vyříznutého drátovou pilou z pryskyřičné destičky, odstranění gumového proužku a vyčištění křemíkového plátku. Čisticí zařízení se skládá především z předčištění (odgumovacího stroje) a čisticího stroje. Hlavní proces čištění předčištění stroje je: podávání - postřik - postřik - ultrazvukové čištění - odgumování - oplach čistou vodou - podávání. Hlavní proces čištění čisticího stroje je: podávání - oplach čistou vodou - oplach čistou vodou - alkalické mytí - alkalické mytí - oplach čistou vodou - oplach čistou vodou - předdehydratace (pomalé zvedání) - sušení - podávání.
Princip výroby monokrystalického sametu
Monokrystalická křemíková destička je charakteristická pro anizotropní korozi monokrystalické křemíkové destičky. Princip reakce je následující chemická reakční rovnice:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
V podstatě je proces tvorby semiše následující: roztok NaOH pro různé rychlosti koroze krystalového povrchu, (100) rychlost povrchové koroze než (111), takže (100) na monokrystalickém křemíkovém plátku po anizotropní korozi nakonec vytvoří na povrchu (111) čtyřstranný kužel, konkrétně „pyramidovou“ strukturu (jak je znázorněno na obrázku 1). Po vytvoření struktury, když světlo dopadá na sklon pyramidy pod určitým úhlem, se světlo odráží na sklon pod jiným úhlem, čímž vzniká sekundární nebo větší absorpce, čímž se snižuje odrazivost na povrchu křemíkového plátku, tj. efekt zachycení světla (viz obrázek 2). Čím větší je velikost a rovnoměrnost „pyramidové“ struktury, tím zřetelnější je efekt zachycení a tím nižší je povrchová emise křemíkového plátku.
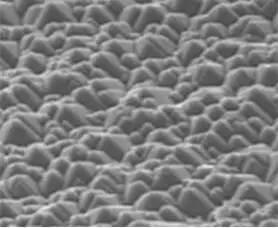
Obrázek 1: Mikromorfologie monokrystalického křemíkového destičkového materiálu po alkalické výrobě
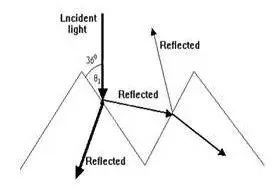
Obrázek 2: Princip světelné pasti „pyramidové“ struktury
Analýza bělení monokrystalů
Skenovacím elektronovým mikroskopem na bílém křemíkovém plátku bylo zjištěno, že pyramidová mikrostruktura bílého plátku v dané oblasti v podstatě nebyla vytvořena a povrch se zdál mít vrstvu „voskovitých“ zbytků, zatímco pyramidová struktura semiše v bílé oblasti stejného křemíkového plátku byla lépe vytvořena (viz obrázek 3). Pokud jsou na povrchu monokrystalického křemíkového plátku zbytky, bude mít povrch zbytkovou oblast velikosti „pyramidové“ struktury a generování rovnoměrnosti a účinek normální oblasti je nedostatečný, což má za následek zbytkový sametový povrch s vyšší odrazivostí než normální oblast a oblast s vysokou odrazivostí se ve srovnání s normální oblastí vizuálně odráží jako bílá. Jak je patrné z rozložení tvaru bílé oblasti, nemá pravidelný nebo pravidelný tvar ve velké oblasti, ale pouze v lokálních oblastech. Mělo by to znamenat, že lokální znečištění na povrchu křemíkového plátku nebylo vyčištěno, nebo že je povrch křemíkového plátku způsoben sekundárním znečištěním.
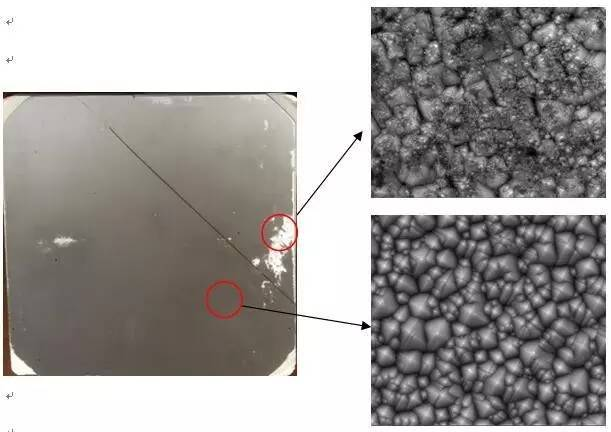
Obrázek 3: Porovnání regionálních rozdílů v mikrostruktuře sametově bílých křemíkových destiček
Povrch křemíkového plátku řezaného diamantovým drátem je hladší a poškození je menší (jak je znázorněno na obrázku 4). Ve srovnání s křemíkovým plátkem z malty je reakční rychlost alkálie a povrchu křemíkového plátku řezaného diamantovým drátem pomalejší než u monokrystalického křemíkového plátku řezaného maltou, takže vliv povrchových zbytků na sametový efekt je zřetelnější.
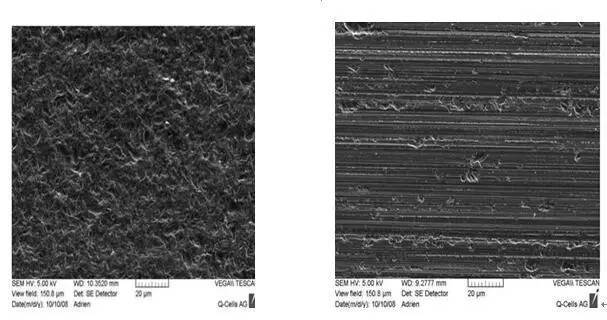
Obrázek 4: (A) Mikrofotografie povrchu křemíkové destičky řezané maltou (B) Mikrofotografie povrchu křemíkové destičky řezané diamantovým drátem
Hlavním zbytkovým zdrojem povrchu křemíkových destiček řezaných diamantovým drátem
(1) Chladicí kapalina: hlavními složkami chladicí kapaliny pro řezání diamantovým drátem jsou povrchově aktivní látky, disperzní činidla, odpěňovače, voda a další složky. Řezná kapalina s vynikajícím výkonem má dobrou suspenzi, disperzi a snadnou čistitelnost. Povrchově aktivní látky mají obvykle lepší hydrofilní vlastnosti, které se při čištění křemíkových destiček snadno odstraňují. Neustálé míchání a cirkulace těchto přísad ve vodě vede ke vzniku velkého množství pěny, což má za následek snížení průtoku chladicí kapaliny, což ovlivňuje chladicí výkon a způsobuje vážné problémy s pěnou nebo dokonce s přetečením pěny, což vážně ovlivňuje použití. Proto se chladicí kapalina obvykle používá s odpěňovačem. Pro zajištění odpěňovacího výkonu jsou tradiční silikony a polyethery obvykle špatně hydrofilní. Rozpouštědlo ve vodě se velmi snadno adsorbuje a zůstává na povrchu křemíkových destiček při následném čištění, což vede k problému s bílými skvrnami. A není dobře kompatibilní s hlavními složkami chladicí kapaliny, proto musí být rozdělena do dvou složek. Hlavní složky a odpěňovače se přidávají do vody. Během použití, v závislosti na stavu pěny, nelze kvantitativně kontrolovat použití a dávkování odpěňovačů. Může snadno dojít k předávkování odpěňovači, což vede ke zvýšení zbytků na povrchu křemíkových destiček. Je také méně pohodlný na používání. Vzhledem k nízké ceně surovin a odpěňovačů proto většina domácích chladicích kapalin používá tento systém složení. Jiná chladicí kapalina používá nový odpěňovač, který je dobře kompatibilní s hlavními složkami, neobsahuje žádné přísady, umožňuje účinně a kvantitativně kontrolovat jeho množství a účinně zabraňuje nadměrnému používání. Cvičení jsou také velmi snadná. Při správném čištění lze jeho zbytky kontrolovat na velmi nízké úrovni. V Japonsku a několika domácích výrobcích tento systém složení používá, ale vzhledem k vysokým nákladům na suroviny není jeho cenová výhoda zřejmá.
(2) Verze s lepidlem a pryskyřicí: v pozdější fázi procesu řezání diamantovým drátem je křemíková destička poblíž vstupního konce již proříznuta. Křemíková destička na výstupním konci ještě není proříznuta. Diamantový drát na začátku řezání začíná řezat až k pryžové vrstvě a pryskyřičné destičce. Protože lepidlo pro křemíkovou tyč i pryskyřičná destička jsou produkty z epoxidové pryskyřice, jejich bod měknutí je v zásadě mezi 55 a 95 °C. Pokud je bod měknutí pryžové vrstvy nebo pryskyřičné destičky nízký, může se během řezání snadno zahřát, což může způsobit její změknutí a roztavení. Pokud se přilepí k ocelovému drátu a povrchu křemíkové destičky, může se snížit řezná schopnost diamantového drátu. Nebo se křemíkové destičky zašpiní pryskyřicí. Po přilepení je velmi obtížné je smýt. K takové kontaminaci dochází nejčastěji v blízkosti okraje křemíkové destičky.
(3) křemíkový prášek: při řezání diamantovým drátem vzniká velké množství křemíkového prášku. Během řezání se obsah chladicího prášku v maltě zvyšuje. Pokud je prášek dostatečně velký, přilne k povrchu křemíku. Řezání diamantovým drátem vede k jeho snadnější adsorpci na křemíkový povrch a ztěžuje jeho čištění. Proto je třeba dbát na aktualizaci a kvalitu chladicí kapaliny a snižovat obsah prášku v chladicí kapalině.
(4) čisticí prostředek: v současné době výrobci diamantových drátů používají řezání maltou, většinou s předběžným mytím, čištěním a čisticím prostředkem. Technologie řezání jedním diamantovým drátem a řezacím mechanismem tvoří kompletní sadu linek. Chladicí kapalina a řezání maltou se velmi liší, takže je třeba upravit čisticí proces, dávkování čisticího prostředku, složení atd. pro řezání diamantovým drátem. Důležitým aspektem je čisticí prostředek. Původní složení čisticího prostředku má povrchově aktivní složku a není vhodné pro čištění křemíkových destiček diamantovým drátem. Mělo by se složení a povrchové zbytky cíleného čisticího prostředku brát v procesu čištění. Jak již bylo zmíněno výše, složení odpěňovače není při řezání maltou nutné.
(5) Voda: přebytečná voda z řezání diamantovým drátem, předběžného mytí a čištění obsahuje nečistoty, které se mohou adsorbovat na povrch křemíkového plátku.
Návrhy na zmírnění problému s bílým sametovým vzhledem vlasů
(1) Používejte chladivo s dobrou disperzí a chladivo musí obsahovat odpěňovač s nízkým obsahem zbytků, aby se snížily zbytky složek chladiva na povrchu křemíkového plátku;
(2) Použijte vhodné lepidlo a pryskyřičnou destičku ke snížení znečištění křemíkového plátku;
(3) Chladicí kapalina se ředí čistou vodou, aby se zajistilo, že v použité vodě nezůstanou žádné snadno uvolnitelné zbytkové nečistoty;
(4) Pro povrch křemíkového plátku řezaného diamantovým drátem použijte vhodnější čisticí prostředek, který bude mít lepší účinek a čisticí účinek;
(5) Použijte systém online regenerace chladicí kapaliny Diamond Line ke snížení obsahu křemíkového prášku v procesu řezání, aby se účinně kontrolovaly zbytky křemíkového prášku na povrchu křemíkového plátku. Zároveň to může také zvýšit teplotu vody, průtok a dobu předběžného mytí, aby se zajistilo včasné promytí křemíkového prášku.
(6) Jakmile je křemíková destička umístěna na čisticí stůl, musí být okamžitě ošetřena a během celého procesu čištění musí být křemíková destička vlhká.
(7) Křemíková destička udržuje povrch během procesu odstraňování lepidla vlhký a nemůže přirozeně vyschnout. (8) Během procesu čištění křemíkové destičky lze co nejvíce zkrátit dobu vystavení vzduchu, aby se zabránilo tvorbě květů na povrchu křemíkové destičky.
(9) Čisticí personál se nesmí během celého procesu čištění přímo dotýkat povrchu křemíkového plátku a musí nosit gumové rukavice, aby nezanechal otisky prstů.
(10) V odkazu [2] se na konci baterie používá proces čištění peroxidem vodíku H2O2 + alkalickým NaOH v objemovém poměru 1:26 (3% roztok NaOH), což může účinně snížit výskyt problému. Princip je podobný čisticímu roztoku SC1 (běžně známému jako kapalina 1) polovodičového křemíkového plátku. Hlavní mechanismus: oxidací H2O2 se na povrchu křemíkového plátku vytvoří oxidační film, který je korodován NaOH a k oxidaci a korozi dochází opakovaně. Částice přichycené k křemíkovému prášku, pryskyřici, kovu atd.) proto také padají do čisticí kapaliny s korozní vrstvou; v důsledku oxidace H2O2 se organická hmota na povrchu plátku rozkládá na CO2 a H2O a odstraňuje. Tento proces čištění používají výrobci křemíkových plátků k čištění monokrystalických křemíkových plátků diamantovým drátem, křemíkové plátky se stížnosti na sametově bílé křemíkové plátky v tuzemsku, na Tchaj-wanu a v dalších zemích. Existují také výrobci baterií, kteří používají podobný proces předčištění sametem, a také účinně kontrolují vzhled sametově bílého plátku. Je vidět, že tento čisticí proces je přidán do procesu čištění křemíkových destiček, aby se odstranily zbytky křemíkových destiček a účinně se vyřešil problém bílých vlasů na konci baterie.
závěr
V současné době se řezání diamantovým drátem stalo hlavní technologií zpracování v oblasti řezání monokrystalů, ale problém výroby sametově bílého sametu trápí výrobce křemíkových destiček a baterií, což vede výrobce baterií k řezání diamantovým drátem křemíkových destiček, které mají určitý odpor. Prostřednictvím srovnávací analýzy bílé plochy je zjištěno, že je způsobena především zbytky na povrchu křemíkové destičky. Aby se lépe předešlo problému s křemíkovými destičkami v článku, tento článek analyzuje možné zdroje znečištění povrchu křemíkových destiček a také návrhy na zlepšení a opatření ve výrobě. Příčiny lze analyzovat a zlepšit podle počtu, oblasti a tvaru bílých skvrn. Zejména se doporučuje použití čisticího procesu peroxidem vodíku a alkálií. Úspěšné zkušenosti prokázaly, že může účinně předcházet problému s řezáním diamantovým drátem křemíkových destiček a výrobcům, což je vhodné pro informaci široké veřejnosti v oboru a výrobců.
Čas zveřejnění: 30. května 2024